¿Qué es la termografía?
Y su importancia en nuestro mundo Los conceptos de “temperatura” y “calor” están presentes en nosotros desde el principio de
Ofrecemos soluciones termográficas para monitorización continua adaptado a diferentes sectores.
El aporte de cada uno de los integrantes es la base de nuestro éxito
Siempre a la búsqueda de nuevas aplicaciones
Con nuestros clientes y socios tecnológicos
bcb es una empresa española de ingeniería y tecnología, con presencia en España y México, especializada en sistemas de monitorización termográfica, con múltiples aplicaciones en Industria, Ciencia e Investigación.
Como expertos en integración de tecnología Teledyne FLIR, proporcionamos soluciones de alto valor añadido con las cámaras infrarrojas más avanzadas, adaptadas a las necesidades específicas de cada aplicación de monitorización termográfica. Nuestro enfoque personalizado y global abarca tanto la industria como la ciencia.
Nuestra plataforma software bcbMonitor 4.0, junto con la utilización de cámaras termográficas y otras tecnologías complementarias, nos permite ofrecer las soluciones de monitorización más completas para cada proceso, en línea con las necesidades específicas de nuestros clientes.
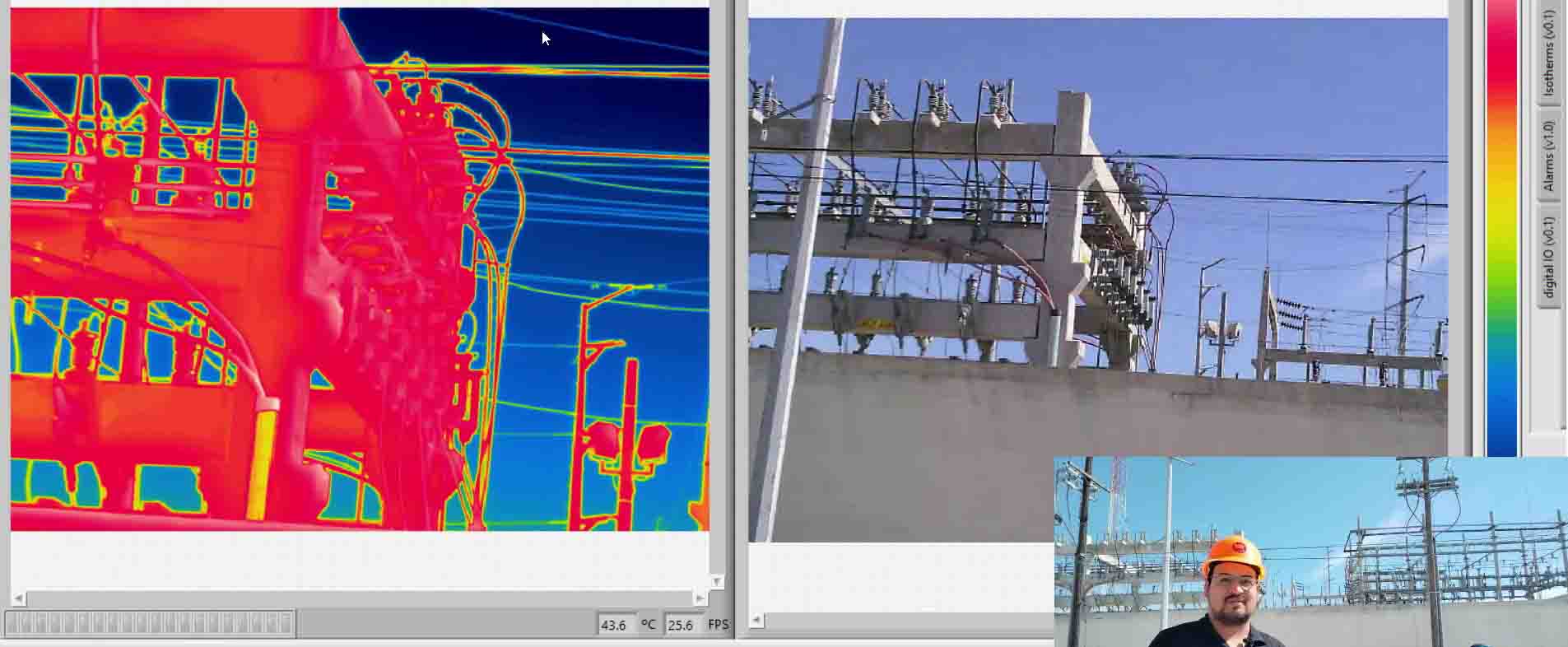
Nuestros servicios de inspección y análisis termográfico garantizan la trazabilidad y repetibilidad, mejorando así la calidad de procesos y productos. Ofrecemos soluciones para inspeccionar maquinaria, equipos críticos y subestaciones eléctricas.
Como proveedores oficiales e integradores de las cámaras termográficas Teledyne FLIR, desarrollamos sistemas y soluciones de monitorización termográfica a medida, adaptadas a las necesidades específicas de cada cliente.
Contamos con una amplia experiencia en proyectos tanto a nivel nacional (CDTI) como europeo (FP5, FP7, H2020) durante más de 15 años. Nuestra especialización abarca campos relacionados con la termografía, la visión artificial, el Big Data, la Inteligencia Artificial y otras tecnologías afines.
Trabajamos para todos los sectores, ya que nuestras cámaras termográficas y nuestros sistemas termográficos se adaptan a cualquier sector
Para más información acerca de nuestros productos y servicios, puedes contactar sin compromiso con nosotros y te responderemos a la mayor brevedad
Descubre todos los sistemas termográficos que tenemos
Descubre nuestras cámaras termográficas versátiles diseñadas para satisfacer las necesidades específicas de cada sector



Y su importancia en nuestro mundo Los conceptos de “temperatura” y “calor” están presentes en nosotros desde el principio de
Descubre las últimas noticias, artículos y vídeos en nuestra sección de recursos.
Déjanos tu email y te contactaremos a la mayor brevedad
bcb es una empresa española de ingeniería y tecnología, con presencia en España y México, especializada en sistemas de monitorización termográfica, con múltiples aplicaciones en Industria, Ciencia e Investigación.