


Thanks to foundry (Gravity Casting, HPDC and LPDC) it is possible to produce pieces of difficult construction and with the exact measure required. Temperature is one of the primary variables in these processes. It is necessary to monitor and control the temperature of the molds, since some physical properties that we seek for the final piece can be affected in the case of temperature variations in the process. Similarly, liquid metal requires particularly precise melting temperatures to obtain quality parts.
Maintaining a temperature control in these processes not only helps the quality and reduction of scrap, it also leads to a reduction in the cost of operations.
Gravity casting
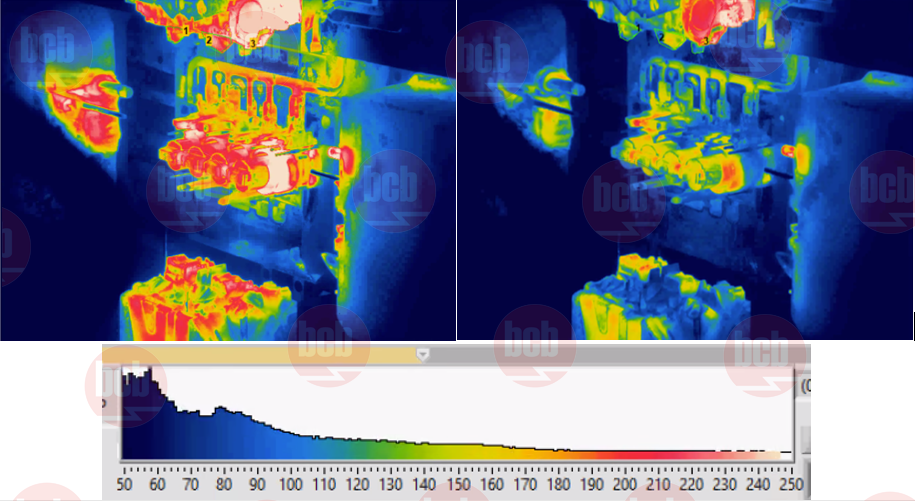
- Metal temperature prior to filling: on its way from the holding furnace to the mold filling mouth, the metal loses a considerable amount of heat. As a consequence, the metal may solidify prematurely and not fill the entire volume of the mold correctly, leading to discontinuities. Even when the liquid metal has a very high temperature, it does not allow the engineered process to be carried out properly. Temperature checking by thermography is fast, reliable and continuous, in such a way that it can be alerted when there is an out-of-range temperature and even give feedback to the furnace to increase or decrease the holding temperature of the metal.
Applicable processes: HPDC, LPDC and Gravity Casting
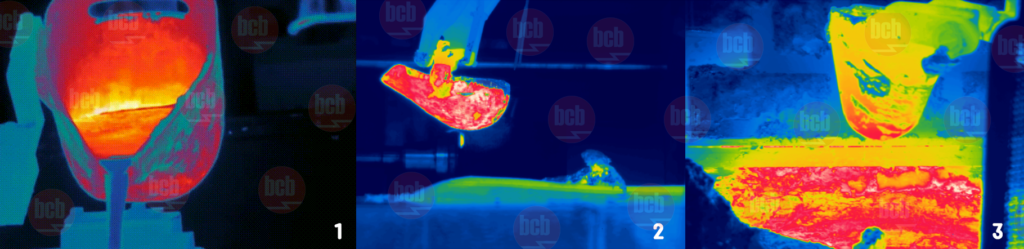
image 1: Thermographic measurement of liquid metal obtained from a ladle in the holding oven. image 2 and 3: Examples of ladles that just picked aluminum from the holding furnace
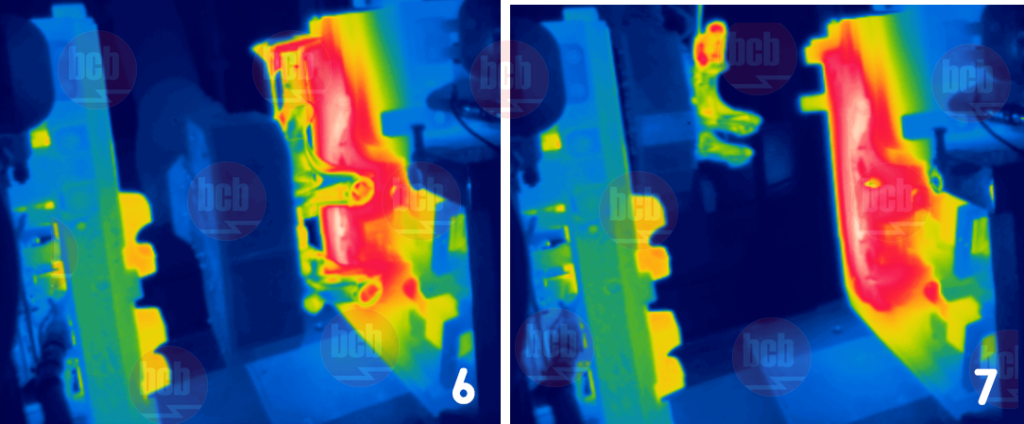
- Heart molding check: Just as important as the part is the heart manufacturing process. The thermal condition of both dies is inspected cycle after cycle. There are usually very confined spaces, which is why the use of wide focal aperture lenses is required in thermal imaging cameras.
The spaces between the heart molding dies are very narrow, therefore it is suggested to use thermal imaging cameras with a wide lens (from 42 ° onwards).
Applicable processes: LPDC and Gravity Casting
- SContinuous monitoring of molds: In mold preparation there are many factors that can modify the temperature of the dies, from the amount of release agent used by the operator to the flow of water through the cooling veins. Whatever the cause of the modification of the condition of the mold, the superficial inspection of the same is quite precise by means of thermography, since its level of detail reaches up to 307,200 inspection points.
Applicable processes: HPDC, LPDC and Gravity Casting
- hecking the drying of disposable molds: In the case of ferrous alloys, a very common problem comes from a poor drying of the release paint. Once applied, a combustion tool (torch) is used to dry it. Thermography is especially useful to verify that said drying has been uniform over the entire surface, either for an automatic check of the molding line or a real-time guide for the operator.
In addition to performing the automatic check of the mold according to the established thermographic threshold, the operator uses the thermographic vision to clean and paint the mold. The color scale is easy to interpret.
Applicable processes: Gravity Casting
- Spray control: Although water-based release agent spray is characteristic of High Pressure Foundry (HPDC), in low pressure and casting, air spray or release agent assisted by operators is used. This procedure is very influential in heat loss and if it is not controlled it can lead to a cold mold condition, which gives rise to various discontinuities. Thermographic monitoring allows the cooling produced by this procedure to be obtained in real time and in advanced integration it is possible to control spraying from the thermographic reading obtained in each cycle.
Applicable processes: HPDC
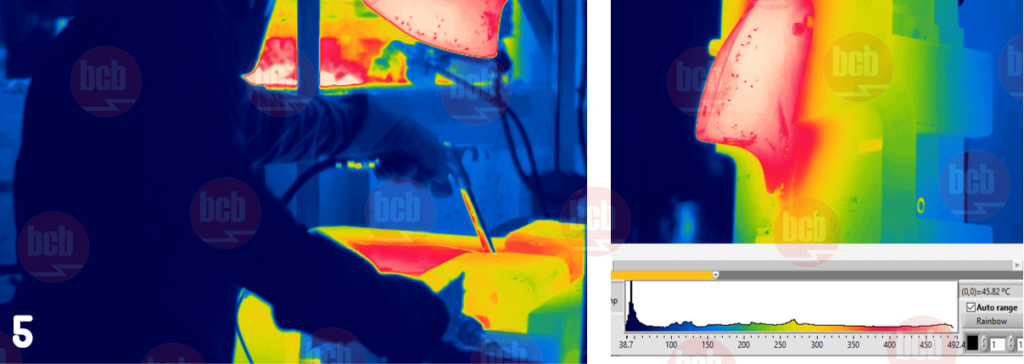
- Thermal verification of parts: For some metallurgical experts it is important to verify the temperature of the parts that are immediately removed from the mold. With the help of the extraction robot, the part is presented in front of a fixed camera on all its faces, thus obtaining a complete analysis of it.
Applicable processes: HPDC, LPDC and Gravity Casting
In 1) we see how the robot extracts the part and in 2) it presents it to the fixed thermal imager. It is possible to analyze more than one view of the part thanks to the rotation of the robot.
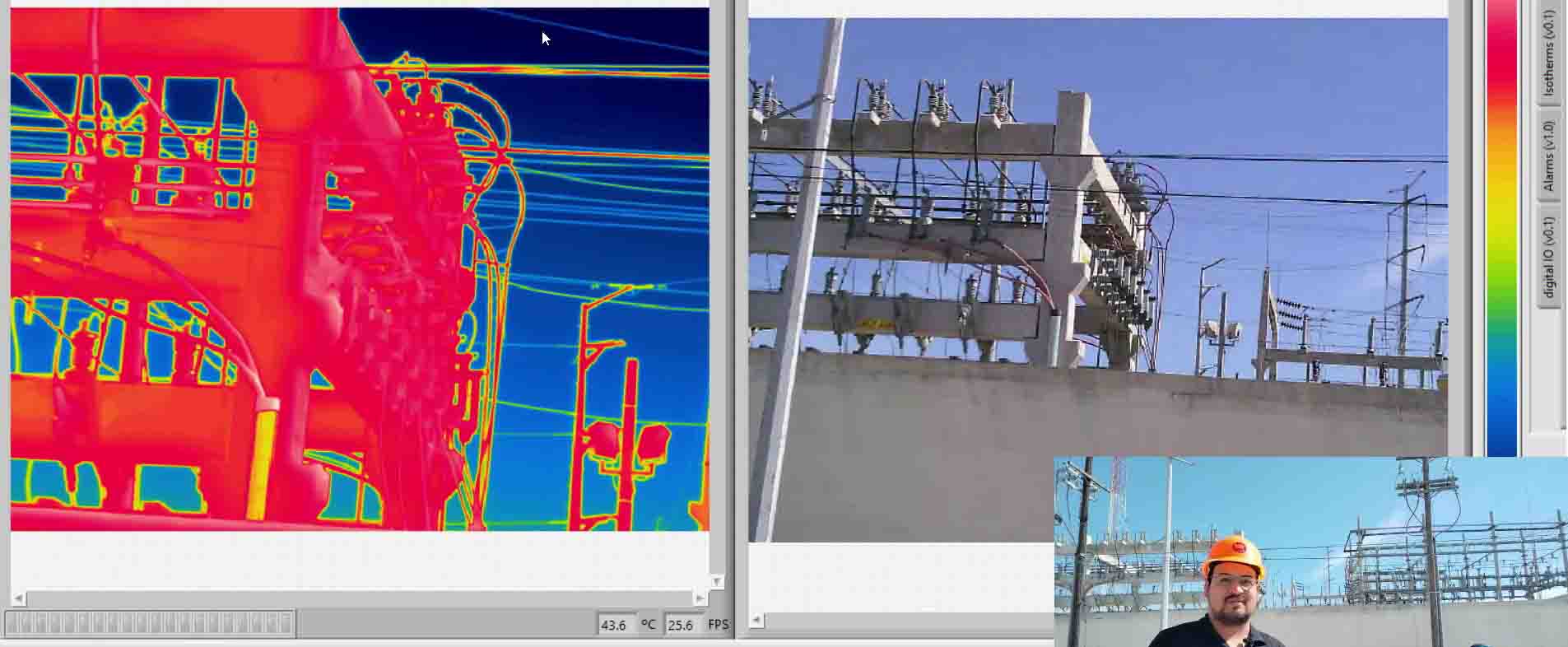
- Robot-assisted die inspection: Both maintenance and process are interested in knowing the condition of the mold during sporadic stoppages. To do this, they require the robot to take the thermal imaging camera and do a routine of taking images, which are sent to the central computer for post-processing. Although an engineer can take these shots with a portable camera, the time it consumes is quite considerable and that is why it is preferable to integrate the camera to a portable console compatible with the robot’s grip to automate this task without losing the reliability of the inspection.
Applicable processes: HPDC, LPDC and Gravity Casting
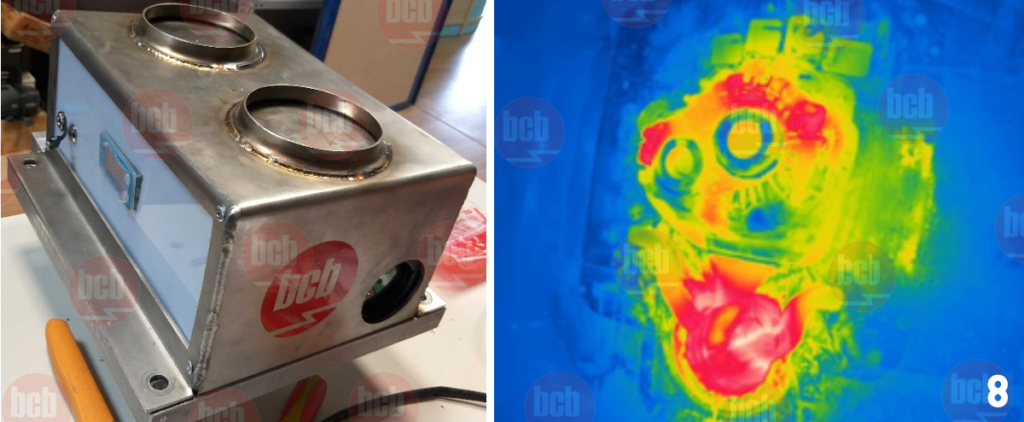
Consoles such as the bcbWireless can be used by the extraction robot to take thermographies of the dies. Its portability allows the device to be easily transferred to more than one injector
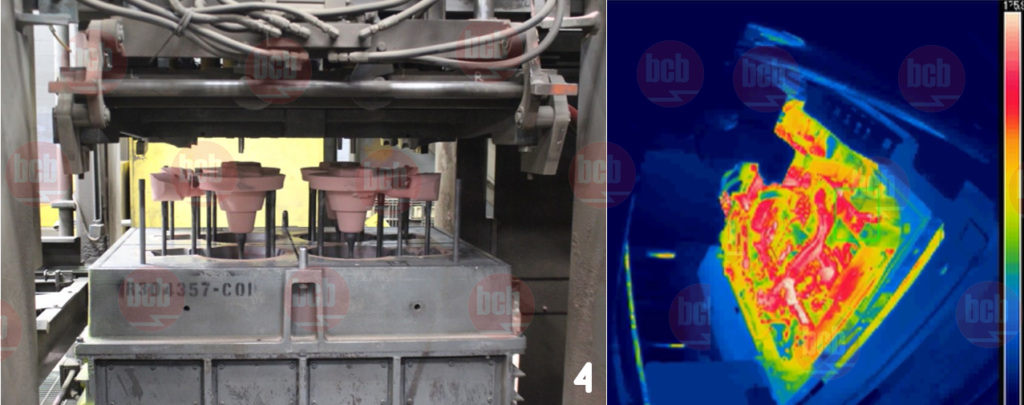
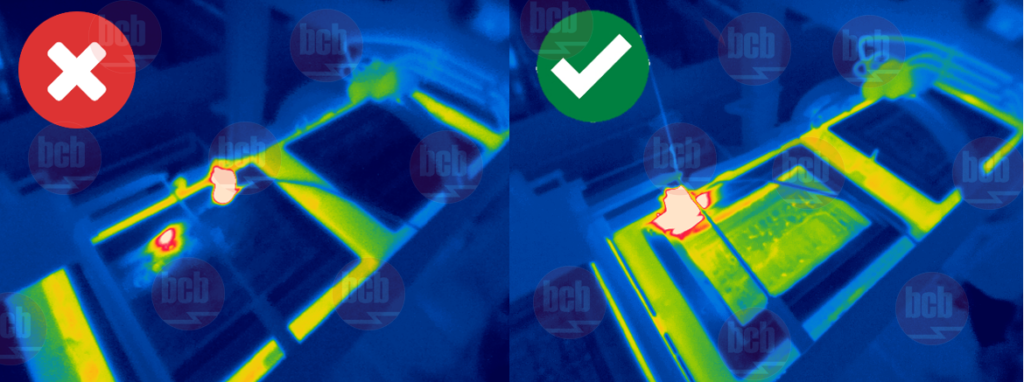
- Inspection for cores of pieces: Once the piece has been extracted from the molds, the cores are removed. This action cannot be done immediately, and many times the timing is not certain. While common practice is to set a wait time to proceed with the cores, it is best to determine the start of this point in the process with thermographic validation. The camera can view several parts simultaneously, making this inspection very practical and fast.
Applicable processes: LPDC and Gravity Casting
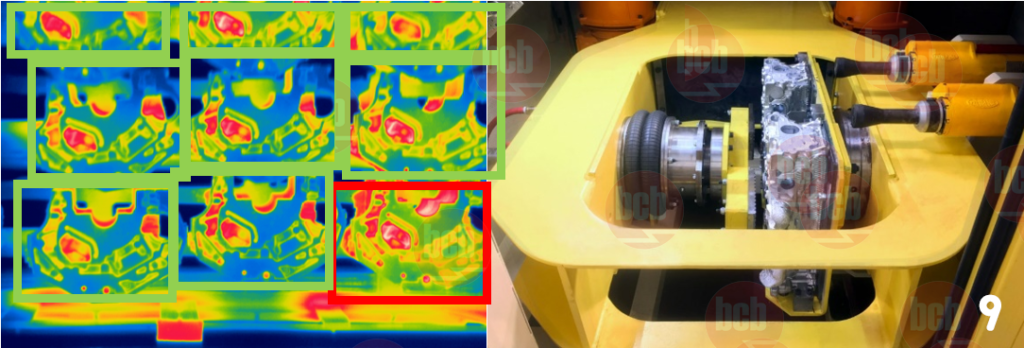
On the left, we can see how the system marks in green the pieces ready to core while those that are not yet within the threshold established as “OK” are circled in red. In the image on the right we see a couple of pieces being processed in a double rotary corer.
The bcbDieScan allows unattended monitoring of production processes that can lead to manufacturing errors, with the ability to send alarm and synchronization signals to the PLC to have a fully automated process. This system works seamlessly with TeledyneLIR automation thermal imaging cameras.
Day by day it is more common to see the use of this technology in the aluminum, iron, brass and steel industries, among many others. If the information presented was of interest to you or you even want to ask us a technical question, do not hesitate to write to our email addresses:
info@bcbmex.com
info@bcb.es


